




















25FT 2.5mm Dày dày Thép mạ kẽm nhúng nóng Philippines Tiêu chuẩn NEA
cột thép mạ kẽm
,cột truyền thép
25FT 2.5mm Dày dày Thép mạ kẽm nhúng nóng Philippines Tiêu chuẩn NEA
Sự miêu tả
1. Đường kính đầu: 120mm
Đường kính 2.Bottom: 152mm
3.Thông tin: 2.50mm
4.Chất liệu: Thép hợp kim thấp, cường độ năng suất không dưới 345mpa (GB / T1591-2008 tiêu chuẩn)
C 0,20, Mn 1,70, Si 0,50, P≤0,50, S≤0,0345
5. Nhãn hiệu: Tấm Nane qua sông hoặc keo, khắc, chạm nổi theo yêu cầu của khách hàng
6.Welding: Chúng tôi đã kiểm tra lỗ hổng trong quá khứ. Hàn đôi bên ngoài và bên ngoài làm cho hàn có hình dạng đẹp
Tiêu chuẩn hàn: AWS (Hiệp hội hàn Mỹ) D 1.1
Thâm nhập: 100%
Đặc điểm kỹ thuật của cực NEA
| Cực thép của Cục quản lý điện khí hóa quốc gia Philippines | ||||||
| Chiều cao (FT) | Độ dày (mm) | Mông Dia (mm) | Đường kính trên cùng (mm) | Căng thẳng năng suất (mpa) | Lớp phủ kẽm (micron) | Tải trọng thiết kế (Kg) |
| 25 | 2,5 | 152 | 120 | 345 | 85 | 300 |
| 30 | 3.0 | 226 | 127 | 345 | 85 | 500 |
| 35 | 3.0 | 248 | 127 | 345 | 85 | 500 |
| 40 | 3.0 | 317 | 127 | 345 | 85 | 500 |
| 45 | 3.0 | 317 | 127 | 345 | 85 | 500 |

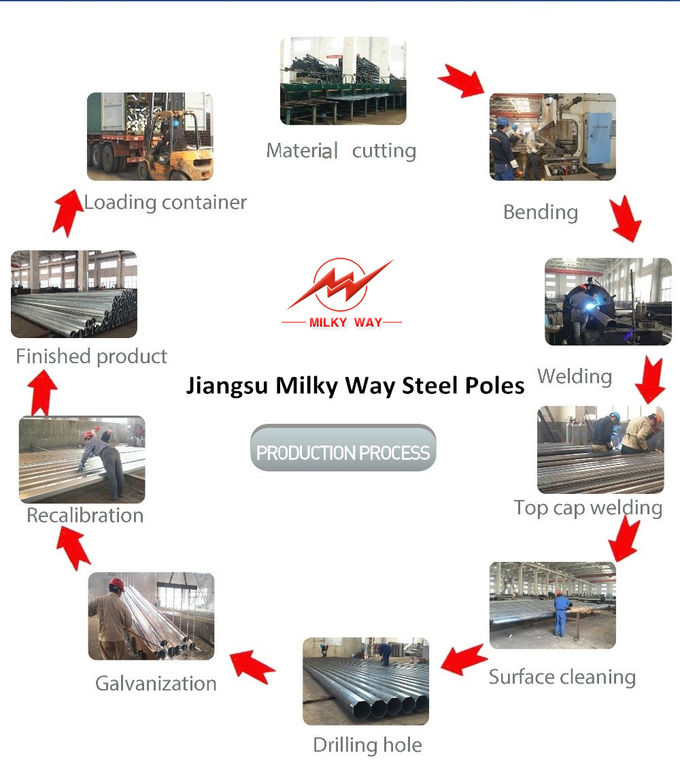
Đám rước của chúng tôi
Nguyên liệu thô
Khi mua nguyên liệu thô (thép tấm), phải kèm theo giấy chứng nhận nhà máy từ nhà máy sản xuất. Khi nguyên liệu thô đến kho, bộ phận chất lượng phải thực hiện kiểm tra độ giãn dài và phân tích thành phần hóa học để đảm bảo nguyên liệu thô đáp ứng tất cả các tiêu chuẩn cần thiết trước khi sản xuất.
Cắt bằng tia plasma
Cắt nguyên liệu thô đáp ứng tất cả các tiêu chuẩn cần thiết thành chiều dài và chiều rộng khác nhau. Cắt laser CNC được sử dụng để định hướng vật liệu hoặc chùm tia laser được tạo ra. Một laser thương mại điển hình để cắt vật liệu sẽ bao gồm một hệ thống điều khiển chuyển động để tuân theo mã CNC hoặc mã G của mẫu được cắt trên vật liệu. Các chùm tia laser tập trung hướng vào vật liệu, sau đó sẽ tan chảy, cháy, bay hơi hoặc bị thổi bay bởi một luồng khí, để lại một cạnh với bề mặt chất lượng cao.
Đúc
Tạo tấm thép cắt thành hình (tròn hoặc đa giác hoặc hình khác) theo quy định trong bản vẽ. Sáng chế này liên quan đến các thiết bị tạo hình và đặc biệt hơn là các thiết bị hoặc máy móc để uốn các phần được cuộn theo chiều dọc hoặc các dải kim loại thành các hình dạng cong mong muốn.
Hàn
Sau khi đúc, hàn các tấm thép lại với nhau. Thông thường nó là mối hàn dọc. Nó áp dụng điều khiển ACinverter, với các chức năng chạy ổn định và tốc độ di chuyển nhanh; Cơ chế dẫn hướng hồ quang theo dõi đường may là hệ thống ba trục chính để đảm bảo căn chỉnh mà không có quang sai; Khung chính và máy hàn được điều khiển tích hợp, với hệ thống tự động phục hồi thông lượng và dễ dàng hoạt động với hiệu quả cao.
Mạ điện
Tất cả các cực bên trong và bên ngoài phải được mạ kẽm nhúng nóng theo yêu cầu được đề cập trong bản vẽ hoặc thông số kỹ thuật có liên quan
Tiêu chuẩn mạ điện: IS2629-1985, BS729-1971
Cài đặt
1.Remove tất cả các thiết bị trên cột trong hội.
2. Xoay một vòng quanh trục epole của mỗi phần.
3. Kết hợp sling trên phần trên cùng với một khối ròng rọc.
4. Các sling trên phần dưới cùng được cố định chặt chẽ và cố định ở trung tâm của trọng lực.
5. Thực hiện các cột thép thẳng đứng bằng cách thắt chặt các phần của phần trên cùng.
6Fix cột thép.
7.Remove sling.


